-

山东润创环保设备有限公司
主营:诊所污水处理设备,诊所污水处理设备价格,门诊污水处理设备,牙科污水处理设备,牙科污水处理设备价格,医用废水处理设备,小型医院污水处理设备,小型医疗污水处理设备,小型医疗污水处理设备价格,小型医疗污水处理设备厂家

山东润创环保设备有限公司
主营:诊所污水处理设备,诊所污水处理设备价格,门诊污水处理设备,牙科污水处理设备,牙科污水处理设备价格,医用废水处理设备,小型医院污水处理设备,小型医疗污水处理设备,小型医疗污水处理设备价格,小型医疗污水处理设备厂家 17
17

设备工艺特点
1、去除率高:食品加工厂污水处理设备充分利用厌氧微生物水解能力强和附着生长好氧微生物氧化能力强的特性,实现了两种微生物主要功能的**耦合和技术的集成,具有比常规处理工艺更高的**物去除效率,可以处理悬浮固体含量高的**废水。
2、节能:食品加工污水处理设备工艺构造简单,基建投资费用低,灵活性强,可以在高**负荷率条件下运行。由于厌氧水解酸化反应器和滴滤床反应器几乎*供氧,大幅度节省了能耗和运行费用。
3、运行稳定:由于厌氧水解的适应能力强,食品厂污水处处理设备运行的稳定性优于常规的处理工艺,也容易从冲击负荷中恢复,运行管理方便,适用范围广。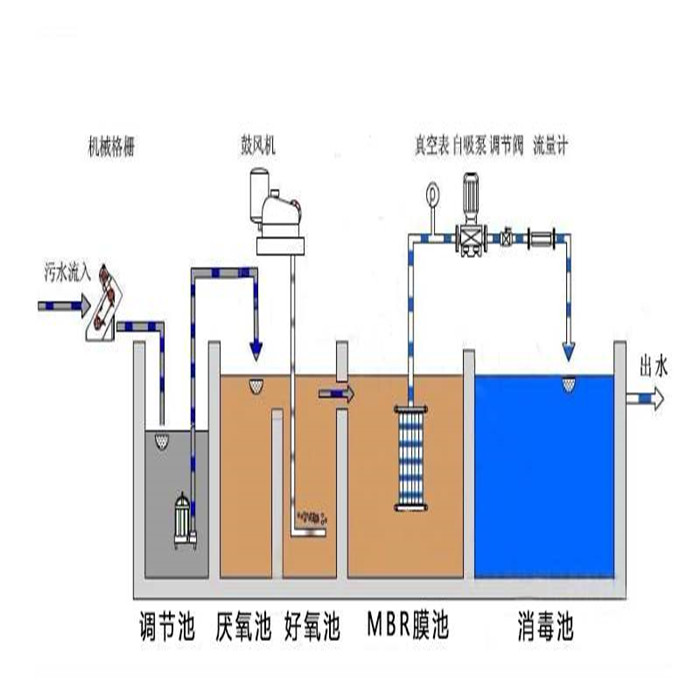
食品加工污水处理工艺特点
1、抗冲击能力强,工艺稳定性好;
2、投资省、运行费用低;
3、具有脱氮、除磷作用。
4、所需机械设备少,日常维护简单;
5、占地面积少,对周围环境无不良影响。
6、工艺处理效果
公司从的角度为您的工厂量身定制的污水处理方案。
本公司本着高度负责的态度,根据给排放有关设计依据,经过调研,按国家相关标准,本着尽可能采用先进成熟的工艺,材料提高处理负荷的原则进行设计,力求为客户提供运行成本低,处理效果好,日常操作方便的废水处理。
设计原则
1、本设计方案严格执行国家和地方有关环境保护的各项规定,污水处理首先必须确保各项出水水质指标均达到国家污水排放标准要求。
2、针对工程的具体情况各特点,采用简单,成熟,稳定,实用,经济合理的处理工艺,以达到节省投资和运行管理费用的目的。
3、平面布置应合理紧凑,减少占地面积。
4、处理系统运行有一定的灵活性和调节余地,以适应水质水量的变化。
5、管理运行,维修方便,尽量考虑操自动化,减少操作、劳动强度。设备选型采用通用产品,产品在国内应是技术先进,质量保证,性能稳定可靠,工作效率高,管理方便,维修维护工作量少,价格适中及售后服务好的产品。
6、在保护处理高效率的同时工程设计紧凑合理,节省工程费用,减少占地面积,尽量降低运行费用。
7、设计美观,布局合理,降低噪声及合理处理固体废弃物,改善污水站及周围的环境,避免二次污染。
工艺设计方案
经过上述工艺比较选择本污水处理工艺如下:
污水先到调节池,均匀水质,均衡水量,出水加絮凝剂进入气浮机,将污水中大分子难于生化降解的**物分解沉淀,改善污水的生化性,同时降解水中的BOD5及CODcr,沉淀出水潜水泵进入厌氧反应池进行处理,在使**污染物在厌氧情况解无机物,出水自流至MBR氧化池,池内设有膜组件,出水水质得到进一步净化,然后直接排入周围水体。
工艺特点
膜生物反应器(MBR)是高效膜分离技术与活性污泥法相结合的新型污水处理技术,可用于**含量较高的**或工业废水处理。利用膜组件进行固液分离过程取代了传统的重力沉降过程,能有效的去除固体悬浮颗粒和**颗粒。与传统工艺相比,MBR工艺可以使活性污泥具有较高的MLSS值,延长其在反应器中的停留时间,提高氮的去除率和**降解。
MBR是现代化的高效水处理系统,可满足市政污水处理量不断增长的需求,较大提高污水处理后的水质。
MBR系统是一种操作简单,自动化程度高的处理过程,具有以下优点:
(1)与传统处理系统相比,可节省50%的土地使用面积;
(2)可处理MLSS含量高(<15g/L)的污水,具有较长的淤泥截留时间;
(3)对不同的进水,有稳定的产水水质;
(4)污泥产量低,减少了处理的费用;
(5)能耗低,清洗简单,运行费用低;
(6)较好的设备化和自动化,管理简便。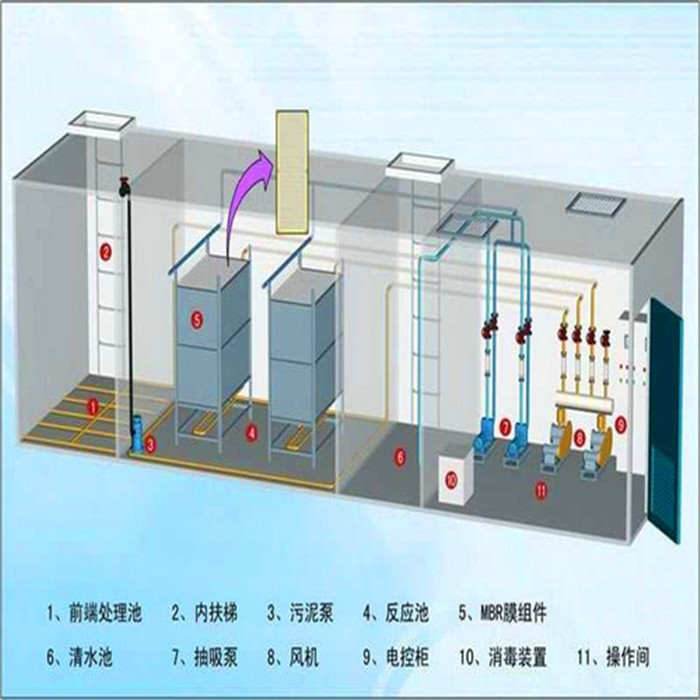
食品废水中主要污染物有:
1.漂浮在废水中固体物质,如菜叶、果皮、碎肉、禽羽等;
2.悬浮在废水中的物质有油脂、蛋白质、淀粉、胶体物质等;
3.溶解在废水中的酸、碱、盐、糖类等:
4.原料夹带的泥砂及其他**物等;
5.致病菌毒等。食品工业废水的特点是**物质和悬浮物含量高,易,一般无大的毒性。其危害主要是使水体富营养化,以致引起水生动物和鱼类死亡,促使水底沉积的**物产生臭味,恶化水质,污染环境。
食品工业具有规模大、污水排放量多等特点,而且污水中常含有大量糖类、蛋白质、微生物菌体和 N、P 的化合物。因此,食品废水的水力负荷和**负荷都较高,对环境的污染非常强烈,尤其会造成水体的富营养化,破坏水体的自净能力。 若直接排放,对水体的污染程度,是可想而知的。
我公司结合多年的治污从业经验,众多设计师和工程师的不懈努力,生产的污水处理一体化设备,在食品污水治理方面取得了良好的效益。